Thermal spraying makes it possible to give specific surfaces specific properties. The technology increases the lifespan of your components and saves you from costly investments in new replacement products. The result is a safer, more stable, and more cost-effective production. Here you can read more about our methods.
Our thermal spraying methods.
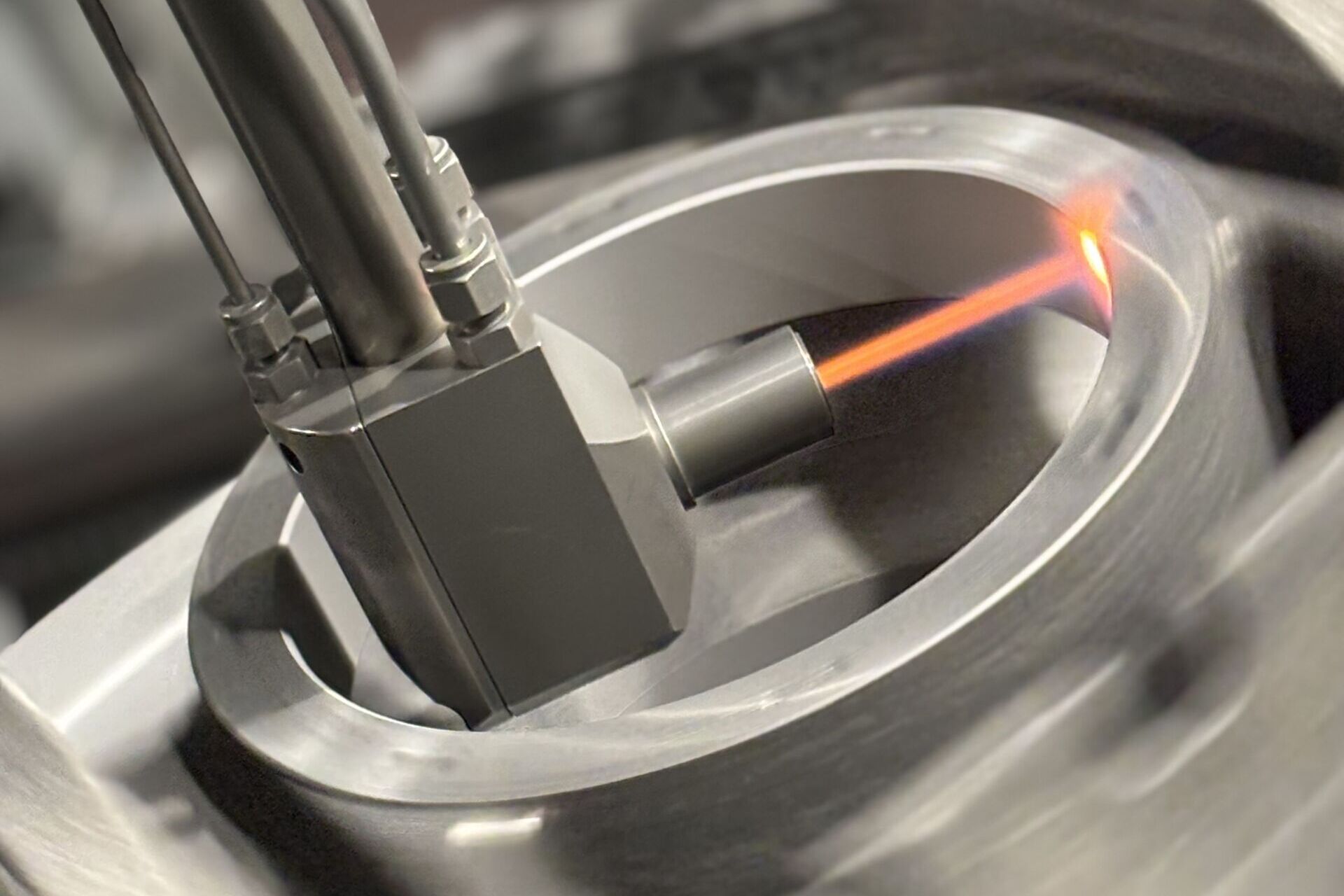

HVAF.
Temperature: ~1700–1900 °C
Particle Velocity: Extremely high (up to 1500 m/s)
Coating Properties: Porosity < 0.2%, low oxide content, compressive stresses
Materials: Metallic powders, carbides (e.g., WC-Co, Cr₃C₂-NiCr)
Application Areas: We use HVAF for coatings where the operating environment places extremely high demands on factors such as low porosity, adhesion, and hardness.
The method is often used as a replacement for hard chrome plating to increase service life.

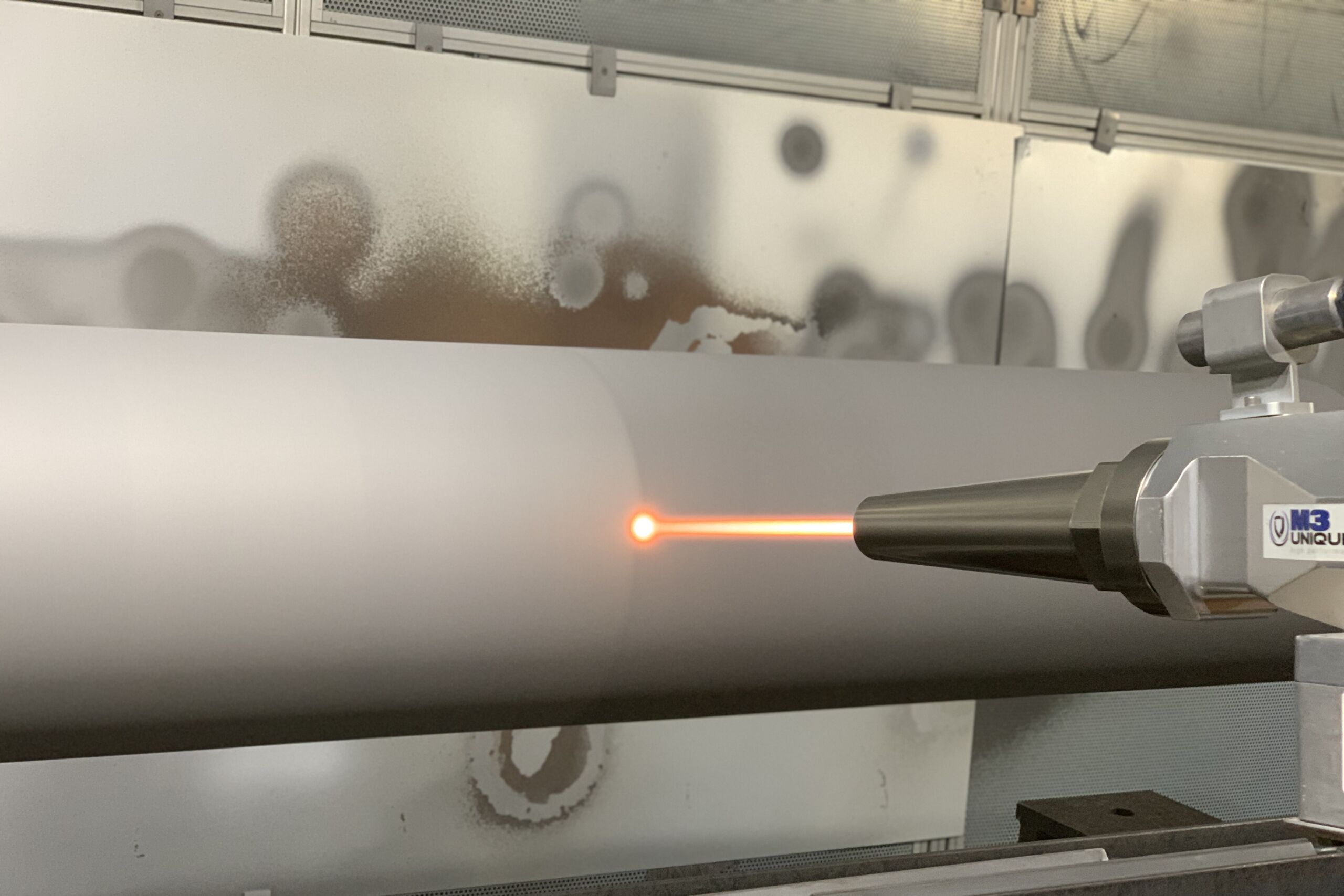
HVOF.
Temperature: ~2,800–3,100 °C
Particle Velocity: Very high (up to 1000 m/s)
Coating Properties: Dense, hard, low porosity, high adhesion
Materials: Metallic powders, carbides (e.g., WC-Co, Cr₃C₂-NiCr)
Application Areas: We use HVOF for coatings that are relatively thin, typically ~50–400 μm, and where low porosity and strong adhesion to the substrate are required.
The method is often used as a replacement for hard chrome plating to increase service life.



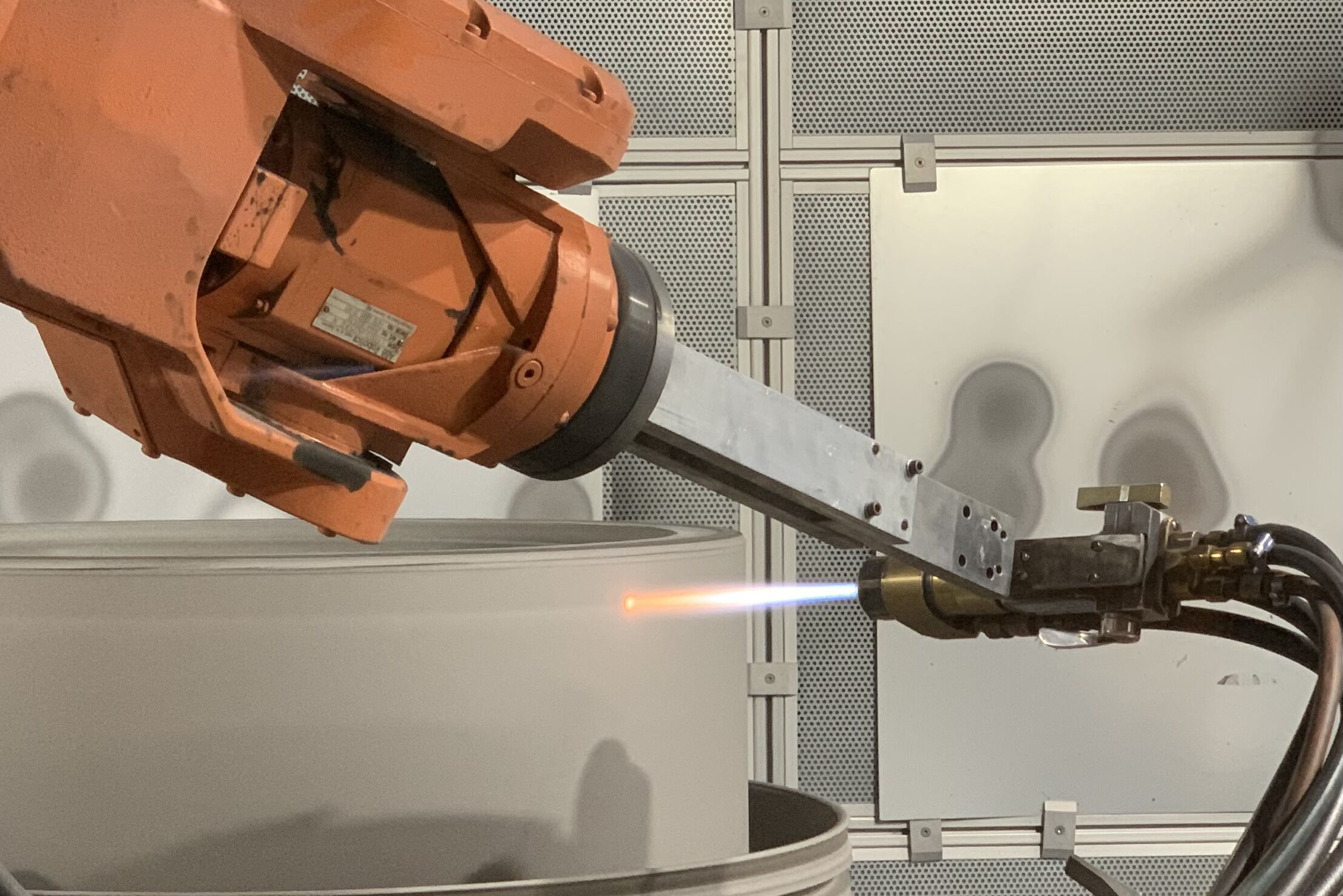
Plasma.
Temperature: ~10,000–15,000 °C (highest among all methods)
Particle Velocity: ~150–500 m/s (depends on the equipment)
Coating Properties: Good adhesion. A flexible method capable of spraying many different alloys in thicknesses from approximately 50 to 5000 μm. Its main advantage is coating ceramic layers.
Materials: Ceramics (e.g., Chromium Oxide (Cr₂O₃), Aluminum Oxide (Al₂O₃), Yttrium-Stabilized Zirconia (YSZ), Yttrium Oxide (Y₂O₃)) and metals (e.g., Ni, Co, Fe, or Mo alloys)
Application Areas: Plasma is primarily used for ceramic coatings that require properties such as low friction, thermal barriers (TBC), and corrosion protection.


Arc spraying.
Temperature: ~5000–6000 °C
Particle Velocity: Conventional arc spraying 100–150 m/s
Coating Properties: Suitable for thicker coatings, providing protection against corrosion, wear, and friction.
Materials: Metals such as Fe, Ni, or Co alloys, bronze, copper, white metal (Babbitt).
Carbides (e.g., alloys with WC and Cr₃C₂)
Application Areas: We use arc spraying for coatings thicker than ~500 μm on surfaces such as bearing surfaces, shaft sleeves, bearing housings, pump housings, etc.

Flame spraying – wire.
Temperature: ~3000–3200 °C
Particle Velocity: ~50–100 m/s
Coating Properties: Suitable for thicker coatings, providing protection against corrosion, wear, and friction.
Materials: Metals such as Fe, Ni, or Co alloys, bronze, copper, white metal (Babbitt), molybdenum.
Application Areas: We use flame spraying when applying coatings like chrome steel, Kanthal, and molybdenum, primarily on applications such as bearing surfaces, shaft sleeves, bearing housings, pump housings, etc.

Flame spraying – powder.
Temperature: ~3000–3200 °C
Particle Velocity: ~50–100 m/s
Coating Properties: Simple equipment suitable for coatings that provide protection against corrosion, wear, friction, and thermal barrier coatings (TBC).
Materials: Metals such as Fe, Ni, or Co alloys, bronze, copper, ceramics, and Ni-SF (sinterable alloys).
Application Areas: We use flame spraying powder for coatings that need to be sintered (hot spraying). Alternatively, if a ceramic coating cannot be applied with plasma spraying, it can be done with flame powder spraying. However, this method does not reach the temperatures of plasma spraying, which remains the preferred choice for ceramics.
What is thermal spraying?
Thermal spraying is a collective term for various coating processes where a heat source—either electricity (plasma or arc) or a combustion chamber (gas)—melts or heats materials that are then sprayed onto a surface. Common methods include HVAF, HVOF, flame spraying, arc spraying, and plasma spraying.
With thermal spraying, coatings ranging from 0 up to 20 mm thick (e.g., babbitt layers) can be applied, depending on the chosen feedstock material and process used. However, typical coating thicknesses range between 100–2000 µm.
The selection of feedstock materials for thermal spraying is extensive and today offers coatings that can create a wide variety of layer properties and material combinations without affecting the substrate or component properties.
Coating properties.
Abrasion / Erosion
Cavitation
Corrosion
High -/ Low friction
Conductive / Non-conductive
Rebuilding
TBC (Thermal Barrier Coating)